Sovol SV06, una stampante dalle grandi potenzialità
Oggi parlerò della tanto chiaccherata Sovol SV06, una stampante 3D economica che si ritiene clone migliorato della famosa Prusa I3 MK3S, ma sarà veramente così?
Scopriamolo insieme!
Premessa
Nella recensione tralascerò l’assemblaggio della stampante, molto simile a quello di una Ender 3 e disponibile a questo link, concentrandomi su aspetti più interessanti di questa macchina che già a prima vista, come vedete nella foto a fianco, si mostra solida, con un telaio in alluminio di ispirazione Prusa I3. La parte superiore con la scritta Sovol e le due placchette anteriore e posteriore (sempre di alluminio) montano una cover in plastica per dare un tocco estetico alla macchina. L’estrusore è di tipo direct, è dotata di autolivellamento, PEI magnetico texturizzato, e parti stampate a iniezione.
Se togliamo le parti custom, ovvero carrello Z e X e display differente (un LCD12864 invece del classico LCD2004) possiamo dire che la Sovol è di chiara ispirazione Prusa, sia nelle funzionalità come l’autoalign della Z, il piano magnetico, la routine di livellamento e calibrazione e le funzioni del firmware, sia nella cinematica, con una struttura solida e in squadra con delle placche per mantenere la rigidità. Persino la scheda madre (una classica Melzi a 32 bit basata su STM32F4) e l’alimentatore (ahimè di dubbia fattura) sono nelle stesse identiche posizioni della stampante nata dall’idea di Josef.
Prima accensione e prime osservazioni
Prima accensione, e primo difetto riscontrato: l’elettronica, di chiara ispirazione Ender 3 con le classiche Melzi, porta ad avere un solo JST per l’asse Z, purtroppo nel trasporto il connettore si è rotto per lo sforzo e sono un attimo diventato matto per ricrimpare il terminale danneggiato. Si tratta di un difetto hardware comune nelle stampanti economiche di questa fascia ed è anche l’unico che ho rilevato, quindi poco male. Il form factor della scheda inoltre consente di installare molto facilmente le SKR Mini V3, upgrade che forse farò in futuro, per spingere al massimo questa stampante. Da notare anche la presenza di un ribbon per l’estrusore, una scelta stilistica che a essere sincero non mi piace molto, ma è di sicuro più solida delle soluzioni col flat di Artillery e delle CR10 di Creality
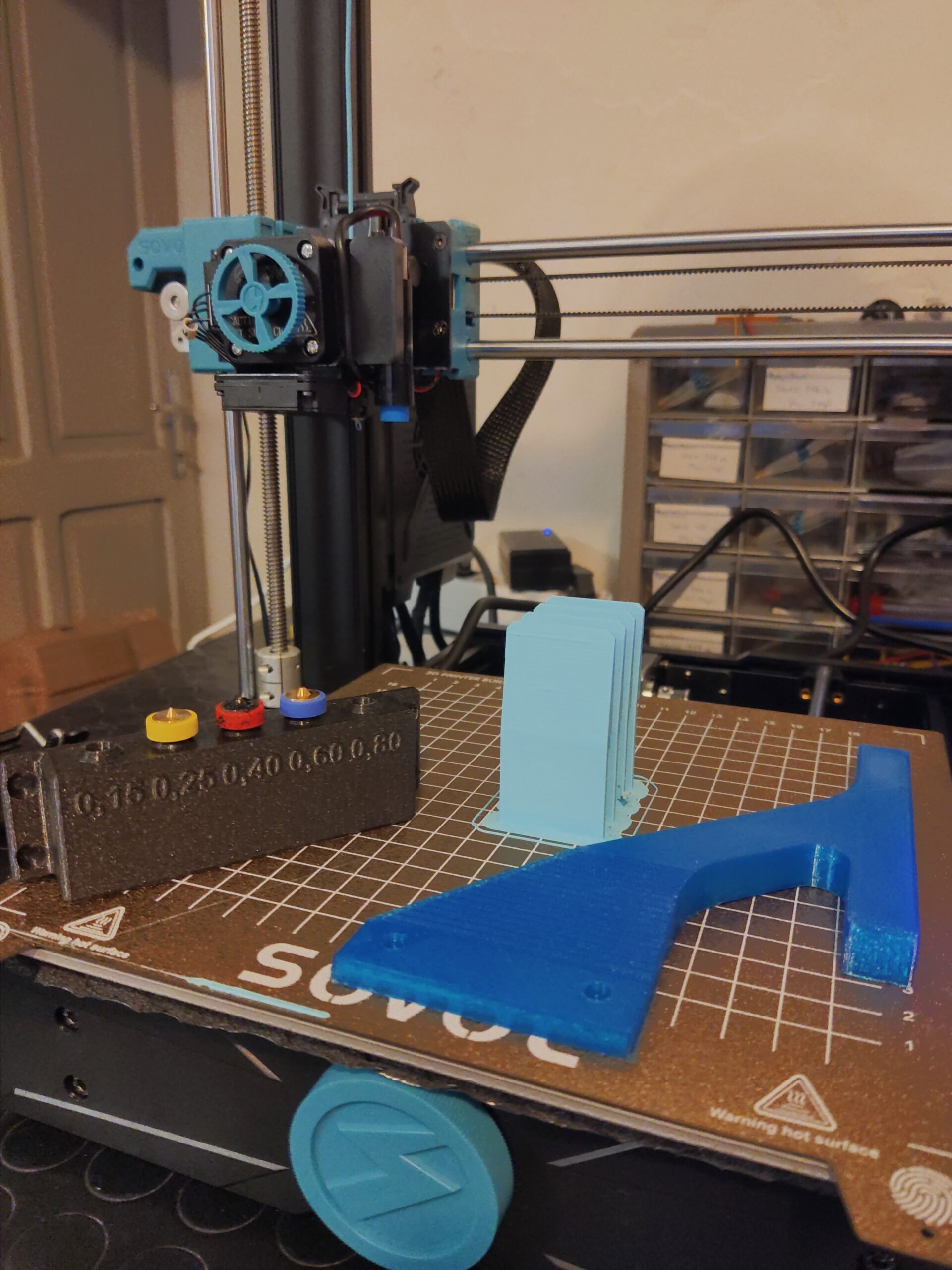
Una volta sistemata e accesa la stampante abbiamo eseguito il probing del piano, sfruttando la mesh 5×5 preinstallata nel firmware di serie di Sovol. Fatto il classico test del foglietto e la macchina è pronta per stampare la prima benchy, cosi da evidenziare difetti di stampa che magari a primo impatto non si possono notare.
Il probing si esegue in maniera molto intuitiva, con la procedura guidata presente da display, e consente tramite la Pinda di eseguire la mesh a 25 punti del piano per garantire un livellamento perfetto del primo layer.
Si sente subito il suono dei cuscinetti sulle barre lisce, mentre la presenza dei TMC2009 rende i motori silenziosi.
Prima stampa : La benchy
Il probing dura circa 2 minuti. Una volta terminato e portato in temperatura il piano di stampa (preriscaldamento abbastanza lento: altro difetto) ho preparato lo slicer per la prima stampa usando Prusaslicer: per comodità ho usato un preset modificato di Prusa MK3S. Del resto Sovol non vanta di essere un clone Prusa? 😉
Preimpostati 215° per il materiale e 60° per il piano siamo pronti a stampare
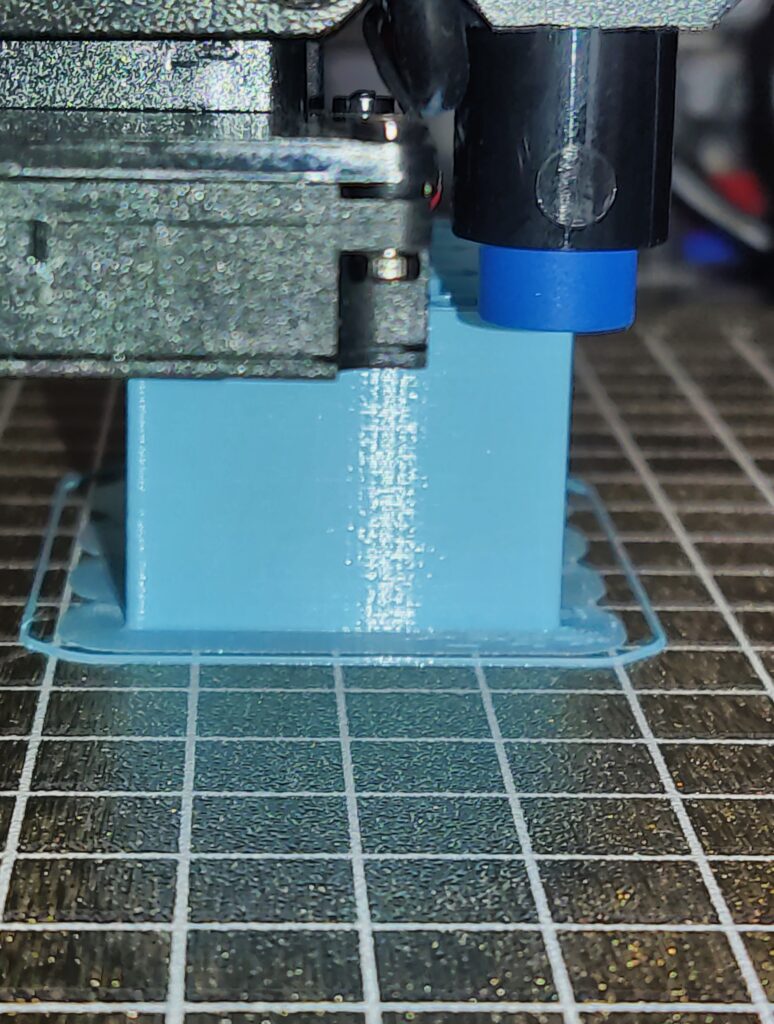
Caricato il materiale, del PLA azzurro di “CyberFilaments”, abbiamo iniziato a stampare la benchy con i parametri di serie dello slicer mantenendo velocità abbastanza elevate: 0.2 Speed su PrusaSlicer, se vorrete provare
Pur senza calibrazioni se non il bed leveling, il risultato non è cosi male e con una temp tower e retraction test i pochi difetti sono spariti.
Ora possiamo passare a prove più impegnative.

Osservazioni e migliorie
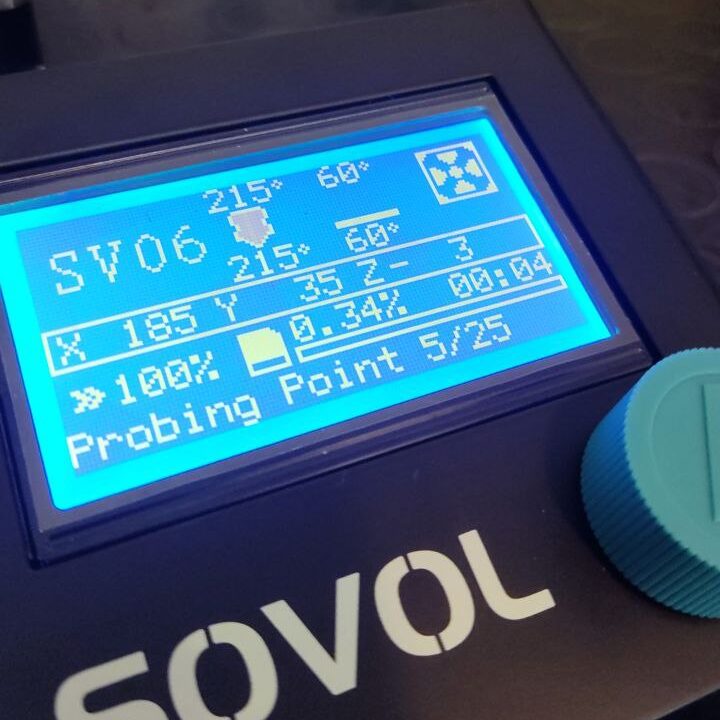
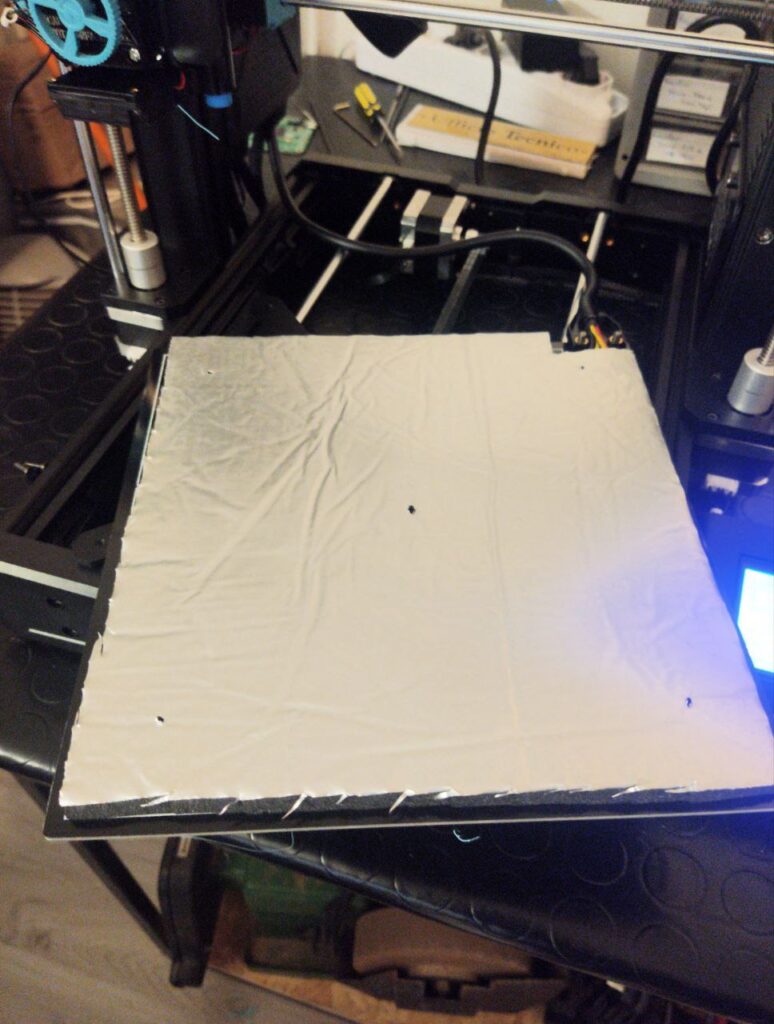
Primo problema: il letto è molto lento a scaldarsi.
Soluzione: ho installato un pad isolante da 3mm sotto al PCB, cosi da migliorare le performance termiche e abbreviare notevolmente i cicli di riscaldamento, che risultano altrimenti esasperanti e che, per materiali che richiedono alte temperature come PETG o ABS/ASA possono essere causa di bruschi cali durante la stampa. Nella procedura ho notato che lo Strain-Relief del cavo del piano di stampa è scadente, quindi sto già stampando un rinforzo “cable chain” per evitare che i movimenti del cavo possano causare spiacevoli incidenti (ehm…chi ha detto ANET A8?).
Una volta installato il pad ho rieseguito il PID del piano e ho notato subito migliorie significative nei tempi di riscaldamento: 2′ 50″ anziché 3’40″per passare da 15° a 60°.
Una volta installato il pad, ho rieseguito il PID del piano e ho iniziato a stampare, notando da subito migliorie significative nei tempi (da 15° a 60° invece di 3minuti e 40 secondi ha impiegato 2 minuti e 50).
Problema: stabilità del ribbon e del cavo del bed.
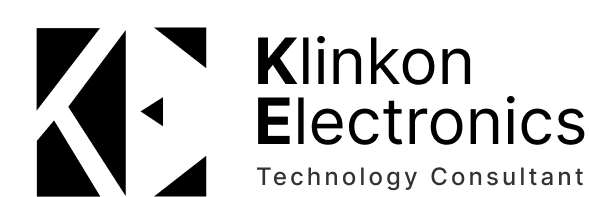
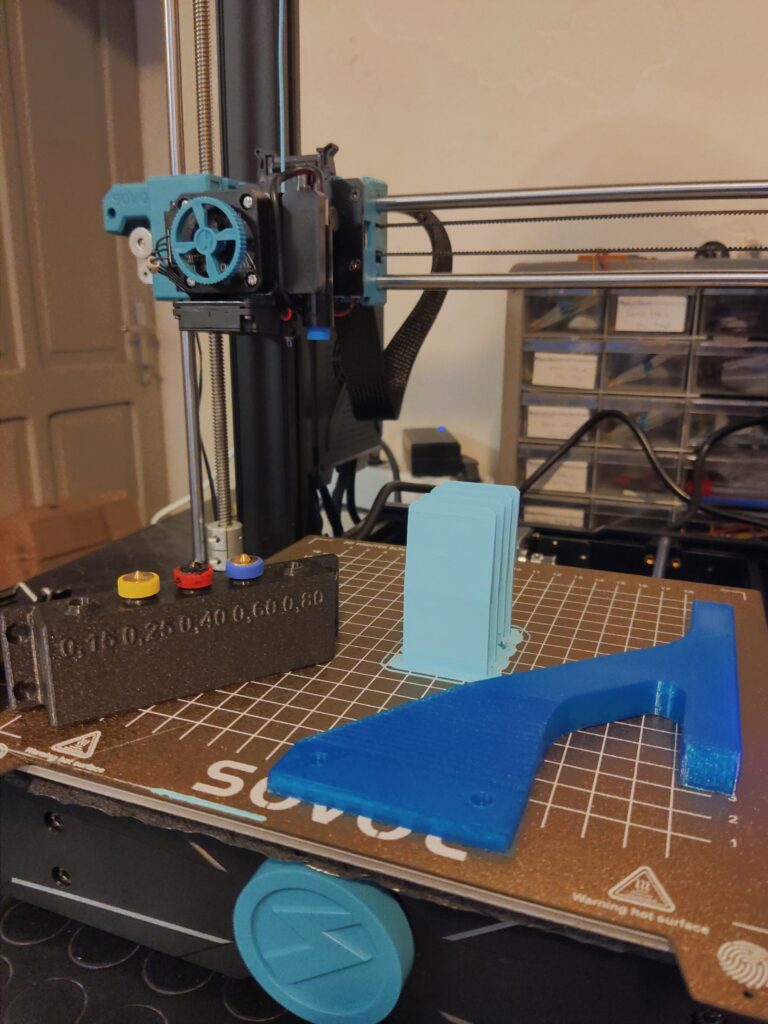
Soluzione: ho stampato dei componenti trovati su Printables in PETG Blu usando la stessa Sovol, così da verificare subito la qualità di stampa di materiali “difficili”, sfruttando oltretutto quasi tutta l’area stampabile
(foto work in progress)
Vi lascio qui i link per scaricarli se voleste anche voi utilizzarli nella vostra SV06.
Problema: interferenza elettromagnetica che fa sballare il display e a volte manda in pausa la stampa; su 50 stampe solo 2 sono andate in pausa, ma è fastidioso.
Soluzione: purtroppo si risolve solo sostituendo l’alimentatore o il ribbon del display anche se, tenendo staccata la PSU dal telaio, il problema della pausa sparisce e resta solo il telaio che glitcha.
Problemi software: ce ne sono alcuni, ma il peggiore è sicuramente la mancanza del babystepping, che rende impossibile la regolazione di fino del primo layer al variare della tipologia di materiale utilizzato.
Altre stampe e considerazioni finali
Nel mio laboratorio stampo in continuazione sia pezzi per me che su commissione, quindi la stampante è stata subito messa sotto con filamenti di ogni sorta, come PLA Cyber, PETG prusament e ABS Esun.
I primi pezzi mandati in stampa sono stati dei ganci in PLA per un mobiletto porta componenti elettronici.
Impostando layer height 0.16 in versione “quality”, pertanto una stampa medio-lenta, la qualità di stampa è risultata elevata e ringing e wobbling non sono comparsi nonostante si tratti di una stampante cartesiana bed slinger
Altri pezzi stampati in PLA con impostazioni più veloci, hanno confermato le doti di questa macchina tant’è che, rispetto alla Prusa, non abbiamo notato differenze rilevanti: del resto non potevamo aspettarci altrimenti, avendo entrambe lo stesso telaio. Bisogna anche dire che si trattava di un pezzo che premia proprio la stabilità di questo tipo di telaio, essendo alto e stretto.
L’adesione al piano è ottima, ma non avendo un controllo del babystepping ho preferito comunque utilizzare un brim da 5mm. Fino adesso la stampante non ha fallito una stampa, pause indesiderate a parte (rare e per le quali ho in cantiere una soluzione).
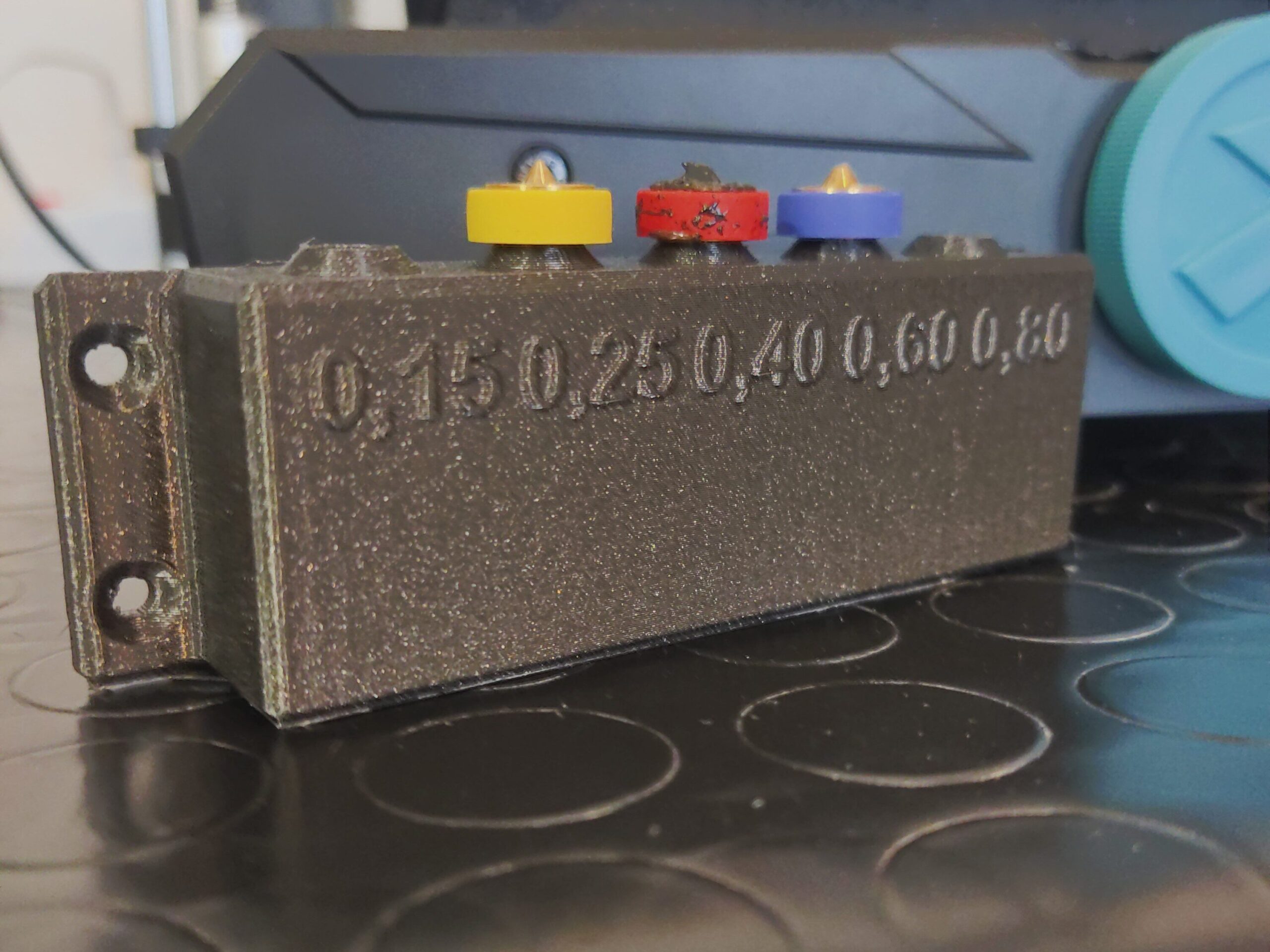
Passando a materiali più seri invece, quali il PETG Galaxy Black di Prusament, abbiamo sforzato di più la stampante, specie nella parte dell’estrusore, e anche qui, con i preset della MK3S, abbiamo ottenuto risultati spettacolari, come ad esempio l’holder per i nozzle REVO QuickChange della nostra Prusa, stampato a 0.2 Speed sulla Sovol e che è uscito in maniera perfetta, senza problemi di warping e soprattutto con una costanza nel flusso che lo rende un pezzo molto solido, confermando pertanto la qualità sia dimensionale che “meccanica” a livello di stampa della SV06
Per sfizio poi ci siamo dilettati con l’abs, materiale tosto visto le richieste di temperatura, e stampante, che ha come materiale. Appurato che la stampante è all metal (cosa molto piacevole contando che con un PTFE-lined già il PETG diventa borderline) abbiamo caricato una bobina di ABS Esun semitrasparente, caricato un braccetto delle nostre stazioni meteo, e mandato in stampa usando la scatola con la quale viene spedita la macchina come enclosure.
Il risultato è stupefacente, il pezzo non ha warpato, segno che il PEI ha un ottima adesione anche con materiali “difficili” e la stampante non ha mostrato segni di cedimento, specie lato elettronica avendo delle piccole ventole per coldend e elettronica (infatti avevo paura cloggasse)
Vi lascio un breve video dove mostro il pezzo uscito come è venuto, perdonate per le mie mani, ma non ho strumentazione fotografica di prima fascia quindi un po’ tocca accontentarsi 🙁
Conclusioni
La Sovol ha tanto potenziale da esprimere, tant’è che le stampe che escono sono veramente quasi perfette. I difetti riscontrati sono da attribuire a calibrazioni del filamento mal fatte.
In termini di espandibilità, essendo compatibile con le SKR mini, diventa semplice “klipperizzarla” per spingerla a velocità più elevate per quanto, alla maggior parte dei maker, possono bastare velocità di 60 mm/s e accelerazioni di 5000 mm/s². I miei test sono stati effettuati con questi parametri, oltre a a quelli di serie dei preset di PrusaSlicer.
Di sicuro è obbligatorio un firmware custom per implementare i babystepping ed un alimentatore migliore (mi riservo di effettuare dei test all’oscilloscopio per capire se è realmente la PSU o altro a generare quei fastidiosi disturbi al display) però a livello di struttura è molto solida e le parti stampate a iniezione, a dispetto delle aspettative, si sono rivelate molto rigide.
Per 300 € la considero un ottimo acquisto, specie come prima macchina per un maker: è una sorta di Prusa MK3S ad un costo inferiore e addirittura con un asse Z rinforzato.
La stampante si trova spesso in sconto su Amazon, quindi vi lascio il link in descrizione per monitorare il prezzo della stessa e magari acquistarla anche voi!
E voi? Avete già avuto modo di provare questa stampante? Lasciate un commento nel box qui sotto!